上模又称折刀,分整体式和切割式两种,整体式上模长度:415mm和835mm两种

合适折弯对称产品,前后方向均能够避位,刀具厚度6MM,故折弯开口能够小到6mm,
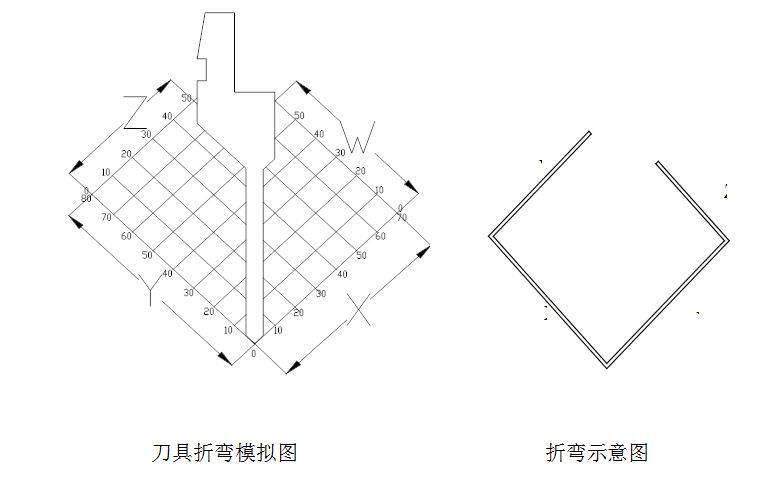
刀具剖析:从刀具折弯模仿图中能够看到,刀具的前后均能够避位,但Z,W的长度要小于X,Y的长度,这种刀具的刀尖视点为88度,刀尖R角为0.2,别的刀尖视点为30度和45度的刀具运用教为遍及.

刀具剖析:刀尖视点30度,刀尖R角为0.67,故能够折弯视点30度到180度,运用刀具顶级的小视点能够闪躲发芽孔或螺母等,别的也能够作为插深模具运用,刀具前后都能够避位.

刀具剖析:刀具在折弯过程中首要是运用W方向上的避位,当X15MM,其避位效果越来越差,当Y30才满意折弯条件,否则将撞刀背,此种刀具俗称小弯刀.

刀具剖析:刀具在折弯过程中首要是运用W方向上的避位,当X25MM,其避位效果越来越差,当Y75才满意折弯条件,否则将撞刀背,此种刀具俗称大弯刀.

刀具剖析:圆弧刀具分为固定式和活动式两种,圆弧刀具是经过替换圆棒来满意1不同圆弧折弯的加工条件,固定式圆弧刀具当X尺度10MM时,其避位效果与小弯刀相同,下模V槽浅显的挑选规范为圆弧的直径加两个板厚.
A:现有断差模具整支的分为415mm和835mm两种,切割形状的尺度规范与刀具切割的规范共同,成型图示规范的折弯形状,但当板材厚度较厚时,如T=2.0,考虑到压痕较严峻和模具自身的约束,将很难成型.

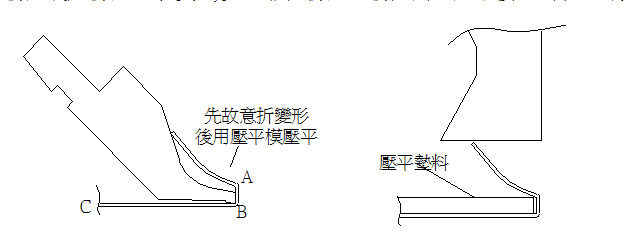
B:压平模具上模为一个平模,下模可用一般折弯下模替代,但要避开V槽.首要用于死边压平,压铆螺母等加工办法.

折床的折弯下模的选取首要是考虑加工产品的板厚,现在益新公司的下模选折规范是6T,非特别状况下现场作业时以此为规范,当因为加工约束需求选折大V或小V槽加工时,折弯系数需做相应调整.

模具剖析:图示为下模品种中的一种,V槽的品种首要有4V,6V,7V,8V,10V,12,16V, 25V和部分特别大V槽折弯刀具,此种折弯下模按高度差异首要有46高和26高两种.腐蚀 湿润 霉变

模具剖析: 图示插深下模中的一种,V槽的品种首要有4V,6V,,8V,12和部分特别插深下模,合适折弯30-180度之间的恣意视点折弯和插深.

折弯锐角时需挑选插深下模和锐角上模,折弯90度或钝角可选折恣意模具加工.
B:大工件内部折弯时,因工件外形较大,而折弯区较小,使刀具和折弯区难以重合,形成折弯工件定位难或折弯工件损坏等。
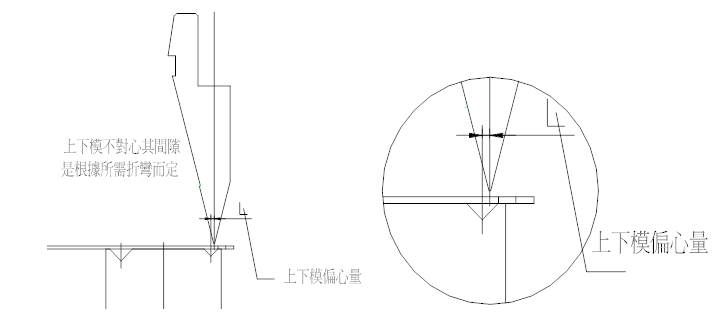
偏疼折弯有下模正反装的差异,加工时视拉料处在折弯线内侧或外侧而做差异.别的偏疼折弯归于特别的加工办法,有必定的危险性,非特别状况下不与选用.

因为偏疼折弯有剪切的效果,对一些外表要求高的产品不以选用,压线折弯的选用机遇与偏疼折弯相同,在折弯前可用88度刀具或专用的压线模在折弯线处压线,然后用正常模具折弯.

工艺剖析:先用小V槽折弯成大视点,再用正常模具折弯,这种加工办法可防止因小V槽直接折弯发生的打开尺度偏小.

工艺剖析:此加工办法多适用于工件的外形要求较严厉的产品,另依本钱考虑大都状况下只限于样品加工.
==A折压线后折曲至干与处,以C靠位折曲B折后用(压平模+垫料)整形

圆弧加工分为用折弯模具砍圆加工和用圆弧刀加工两种,圆弧刀又分固定式和圆棒两种.

A:当用90度下模加工时会有加工不到位的状况,因而需求用手推或假如条件答应挑选88度下模;
不论多杂乱的工件,分隔来讲都是由那几种加工方法构成.因而有必要把握每种折弯方法的操作办法,并学会交融运用,才能够在作业中针对不同的工件形状,合理编列折弯工艺.
 地址:江苏省徐州市泉山区同发路南侧
地址:江苏省徐州市泉山区同发路南侧
 电话:0516-85776002
电话:0516-85776002
 手机:13528138066
手机:13528138066
 邮箱:sales@basco.cc
邮箱:sales@basco.cc

手机网站
官方微信
版权所有 :爱游戏爱体育登录官网/爱游戏游戏中心

